
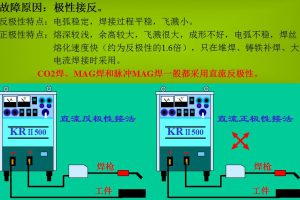
气体保护焊机的故障类型
焊机的任何故障都会反映到焊机的输出电压、送丝速度、气体、动作程序这几个方面。修理者应根据故障现象判断其部位及性质,并采取相应的排除方法。气体保护焊机的故障性质基本上可以归纳为四个类型。第一类:静止式故障。即发生的故障已达到最后的静止状态,通电之后,故障不会再继续发展,也不会再损坏其它元件、器件或部件。第二类:随机故障。它的故障现象是:当出现故障现象关机后,有时重新开机,可能会恢复正常。但过一段时间故障又可能发生,表现为随机现象。第三类:进行式故障。由于发现得及时,果断的切断了电源,阻止了故障的发展,否则还会烧损其它元器件或部件。第四类:隐患,有故障苗头,但还能使用,一旦时机成熟就会造成更大的故障。
检修工作程序及注意事项
检修的目的是迅速准确地排除故障,尽快使焊机投入正常使用。但在检修时一定要注意人身安全,并避免二次故障的发生,或使简单故障复杂化,所以在检修过程中应遵循下列工作程序:
1.在着手检修电焊机时,首先应通过现场观察、向操作者了解和亲自动手检查来判断焊机不能正常使用的原因,在确认为焊接设备本身原因后,方可进行下步程序。
2.根据焊机工作原理和修理经验初步判断焊机的故障部位及故障类型。
3.检修时要注意人身安全。开壳检查之前,一定要确认焊机是否断电。在断电条件下,方可对交流接触器、冷却风扇、主变压器等强电部件进行直观检查。
4.发现P板上的元器件有明显的损坏时,在未查出原因并排除之前,不能换上好的P板或保险就立即通电试机。 P板上的电位器不要随便调整。
5.经过直观检查,确认各部件外观无明显损坏的情况下,方可进行通电检查。避免因盲目通电造成二次损坏。通电后如发现焊机冒烟、打火、异味、异常过热、异常声音等现象时应立即关机。
6.焊机通电无异常后,可根据下列项目对故障现象进行确认。
(1)电源开关及指示灯正常。
(2)风扇转动正常且风向应向下。
(3)无异常显示。
(4)气体检查开关正常。
(5)按焊枪开关调节送丝机遥控盒上的2 个电位器,焊机的空载电压正常,有慢送 丝且送丝机转速应受调。气阀应可靠动作,有CO2气体送出。
(6)手动送丝受调。
(7)试焊时,收弧“有”和“无”动作正常。
(8)电流和电压表显示正常。
(9)停焊时无冲丝现象。
(10)加热器电源有36V电压输出。
7.根据故障现象推断故障所在的范围。通过分析、检查、测试等手段找出故障点。用合格的部品更换损坏品或用其它手段排除故障。
8.更换交流接触器、SCR模块、控制变压器时,注意原接线位置不要接错,以免造成二次故障。
9.三种机型的P板不能互换。
10.检修完毕,安装机壳前应确认机内无遗落物品,部件、导线无开路短路现象。
11.验证故障排除状况并无新的故障发生。
常用检修方法
1.直观检查:这类故障的直观检查主要是靠眼看和耳听,即视听检查。例如:地线接反,保险熔断、噪音大等。
2.供电检查:当直观检查完毕后,仍不能排除故障时,可进行供电检查。通过用万用表测量控制变压器的输入、输出电压,P板上的±15电源电压;用示波器测量焊机输出端的波形等,检查出故障的发生部位,进行修理。
3.替代法:条件允许的情况下,用正常的送丝机、P板等进行替代,可迅速的检查出故障原因。即使不能立即发现故障原因,也可以缩小故障的检查范围,以免浪费不必要的检查时间。4.经验法:维修人员应注意对以前发生过的故障原因、排除方法等进行积累,互相交流。当再次发生同类故障时,可根据以前的修理经验,对号入座,迅速查出故障点并排除。
常用检修用品及仪表
1.工具:常用的检修工具有:电烙铁、吸锡器、钳子、改锥、扳手、无感改锥、压接钳等。最好配备一个工具箱。
2.仪表:万用表(机械表或数字表均可,最好是数字表)是修理电焊机最简单、最有用的万能仪表。除万用表外,在条件许可的情况下,还应配备有普通便携式示波器,电流钳型表,温度计,转速表等。
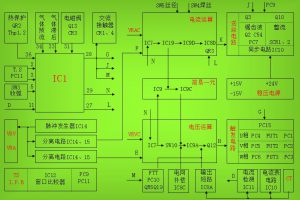
3.资料: 检修时应根据使用说明书中的电路图、部品明细表、部件分布图以及其他资料进行测量和修复。
4.备件: 焊枪、送丝机易损件,保险管,交流接触器等,如同种焊机数量较多可考虑购买备用P板。备件的购买请及时与当地代理店或唐山松下联系。
")


























登录后可回复此信息!