CO2气体保护焊如何焊高强钢? 3.2 公差范围 1.根部间隙: 5~10mm 2.坡口角度: 45±5° 3.根部面高度: 0~1.5mm 4.中心线错位: ±1.5mm 4 焊接方法和条件 4.1 焊前预处理 4.1.1 边缘加工的检查与修正 1.若预加工的边缘受到油污、潮湿、锈蚀和灰尘等污染, 必须采用氧-乙炔焰或相同手段除去. 2.若每一个加工边缘的尺寸超过公差范围, 必须经过正确修正. […]继续阅读 » 作者:导电嘴网阅读(4.4K)5赞
什么是CO2电弧点焊?它有什么特点? CO2电弧点焊是利用在CO2气体中燃烧的电弧来熔化上下金属构件,从而在厚度方向上形成连接。在焊接过程中,焊枪不能移动,由于焊丝的熔化,在上板的表面形成一个铆钉的形状,因此也称之为CO2电铆焊。 CO2电弧点焊主要用于连接薄板框架结构,其典型的接头形式如图51所示。与电阻点焊相比,CO2电弧点焊具有以下特点: 1)不需要特殊的加压装置,焊接设备简单,电源功率较小 […]继续阅读 » 作者:导电嘴网阅读(4.96K)7赞
CO2电弧点焊对焊接设备有什么特殊要求? CO2电弧点焊的电弧燃烧过程与一般的CO2气体保护焊没有本质区别,因此,它对焊接电源与送丝机构没有特殊要求。CO2电弧点焊工艺的特殊性在于燃烧过程焊枪不行走。其时序为: 提前送气—送丝、通电—点焊计时—停止送丝—焊丝回烧,停电—滞后送气,停气。 因此,要求点焊设备能准确控制电弧点焊时间及一定的焊丝回烧时间。焊丝回烧的作用是为了防止焊丝和焊点粘在一起。但是, […]继续阅读 » 作者:导电嘴网阅读(3.72K)6赞
CO2气体保护焊焊接工艺钢结构二氧化碳气体保护焊工艺规程 1适用范围本标准适用于本公司生产的各种钢结构,标准规定了碳素结构钢的二氧化碳气体保护焊的基本要求。 注:产品有工艺标准按工艺标准执行。1.1编制参考标准《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形成与尺寸》GB.985-88 1.2术语 […]继续阅读 » 作者:导电嘴网阅读(4.72K)6赞
KR 焊机故障排除实例 实例1:合电源开关既烧1A保险 实例2:合电源开关就有输出 实例3:按焊枪开关既烧8A保险 实例4:按焊枪开关焊机无动作 实例5:按焊枪开关空载电压低 实例6:输出正常但引弧困难 实例7:焊接电流失调 实例8:焊接电压失调 实例9 :电流表显示不准 实例10:收弧“有”时不自锁无收弧 实例11:送 丝 不 稳 定 实例12:焊接时飞溅大 实例13:焊缝出现气孔 实例14:焊 […]继续阅读 » 作者:导电嘴网阅读(5.27K)6赞
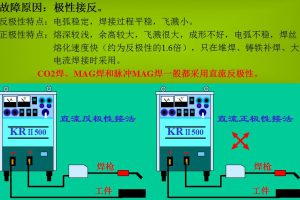
气体保护焊机的故障类型 焊机的任何故障都会反映到焊机的输出电压、送丝速度、气体、动作程序这几个方面。修理者应根据故障现象判断其部位及性质,并采取相应的排除方法。气体保护焊机的故障性质基本上可以归纳为四个类型。第一类:静止式故障。即发生的故障已达到最后的静止状态,通电之后,故障不会再继续发展,也不会再损坏其它元件、器件或部件。第二类:随机故障。它的故障现象是:当出现故障现象关机后,有时重新开机,可能 […]继续阅读 » 作者:导电嘴网阅读(7.19K)6赞
常用检修方法及注意事项 KR系列焊机故障的产生原因: KR系列CO2气体保护焊机以其先进的控制技术、良好的焊接性能以及高可靠性得到了众多用户的认可。但因CO2气体保护焊目前在国内仍属于正在大力推广的焊接工艺,其设备相对于手工电弧焊又比较复杂,因此在使用过程中出现一些问题是在所难免的。通常引起焊机不能正常使用的原因主要有以下三种:1.操作、使用、维护不当。2.输入电源、焊机安装或各连接处异常。3.焊 […]继续阅读 » 作者:导电嘴网阅读(5.45K)3赞
焊接电源的安装,使用与维护保养 安装: 距墙壁20cm以上,两台并放相隔30cm以上。 放在避免阳光直射、避雨、湿度和灰尘小的房里。 焊机外壳必须接地,电缆直径应大于14mm2以上。 焊机输入、输出的连接必须牢固,并加以绝缘防护。 焊机的输入、输出电缆截面积应符合要求,不要过长。 使用: 焊接前应将相应的功能旋钮、开关置于正确位置。 焊机电源开关打开后,电源指示灯亮,冷却风扇转动,焊机既进入准备焊 […]继续阅读 » 作者:导电嘴网阅读(4.46K)3赞
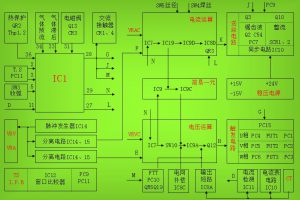
co2气体保护焊机维修参考技术说明 CO2气体保护焊机的维修是一项既要有理论知识,又要有丰富的实践经验的综合性工作。这就要求修理人员既要懂得CO2气体保护焊的基本知识,又要了解CO2焊机的工作原理并掌握焊机的各种功能,同时还要具备检修气体保护焊机的基本技能并加以灵活运用,才能根据生产现场所发生的焊机故障进行准确的分析、判断,并迅速的找到有故障的元器件或部件进行修理、更换,以保证焊机的正常工作。所以 […]继续阅读 » 作者:导电嘴网阅读(7.06K)4赞
二氧化碳气体保护焊机操作规程 开机关机,开关SW1在前面板上。按动SW1,“I”为开,“O”为关。 预置焊接电压、焊接电流、电弧力及焊丝直径选择开关。 预置收弧开关(二次电流的选择开关)(如不需要二次电流焊接,则勿必将二次电流、二次电压旋钮调至最小位置)。 施焊前,必须检查:导丝软管规格、导电嘴座的规格、导电嘴的规格、送丝轮的压丝槽与焊丝直径的对应性、压丝轮的压紧力、气阀的流量及气路的气密情况、焊 […]继续阅读 » 作者:导电嘴网阅读(5.84K)16赞
展会地点: 上海新国际博览中心举办 展会时间: 2019年6月25-28日 展会简介:埃森焊接展览会是由中国机械工程学会,中国机械工程学会焊接分会,中国焊接协会,中国焊接协会焊接设备分会,德国焊接学会,德国埃森展览公司联合主办,至今已成功举办了23届,是世界著名焊接行业展会之一,每年吸引数万名海内外焊接行业从业者参展参观,并且规模在逐年扩大,除了新厂商不断增加以外,国际知名品牌林肯,松下,中电华强 […]继续阅读 » 作者:导电嘴网阅读(7.55K)11赞