
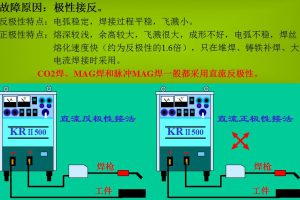
CO2气体保护焊如何焊高强钢?

3.2 公差范围
1.根部间隙: 5~10mm
2.坡口角度: 45±5°
3.根部面高度: 0~1.5mm
4.中心线错位: ±1.5mm
4 焊接方法和条件
4.1 焊前预处理
4.1.1 边缘加工的检查与修正
1.若预加工的边缘受到油污、潮湿、锈蚀和灰尘等污染, 必须采用氧-乙炔焰或相同手段除去.
2.若每一个加工边缘的尺寸超过公差范围, 必须经过正确修正.
4.1.2 定位引弧板
引弧板的尺寸应超过150×150mm, 其厚度应等于焊接母材的厚度或±2mm.
4.1.3 焊前预热
当环境温度低于0℃时, 需进行预热, 预热温度为100~150℃.
4.2 焊接要求
1.焊接之前必须除去预加工边的锈蚀,油污,灰尘,潮湿等.
2.每道焊层必须用钢丝刷清理干净.
3.焊接重新起动时必须将上道弧坑填满.
4.必须仔细注意并调整焊丝到焊接线的中心以防止熔合不足.
5.CO2焊所用陶瓷衬垫须保持干燥, 焊丝和衬垫用完必须返还到储藏室去.
6.若焊接线有一个斜面的话, 则焊接必须向上斜面施行.
7.必须检查焊道中心沿着焊接线的中心.
8.露天下雨停止焊接.
焊接技术参考表



























登录后可回复此信息!