
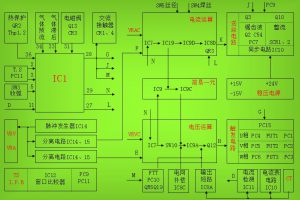
KR 焊机故障排除实例
实例1:合电源开关既烧1A保险
 第1张")
实例2:合电源开关就有输出
 第2张")
实例3:按焊枪开关既烧8A保险
 第3张")
实例4:按焊枪开关焊机无动作
 第4张")
实例5:按焊枪开关空载电压低
 第5张")
实例6:输出正常但引弧困难
 第6张")
实例7:焊接电流失调
 第7张")
实例8:焊接电压失调
 第8张")
实例9 :电流表显示不准
 第9张")
实例10:收弧“有”时不自锁无收弧
 第10张")
实例11:送 丝 不 稳 定
 第11张")
实例12:焊接时飞溅大
 第12张")
实例13:焊缝出现气孔
 第13张")
实例14:焊接时出现异常报警
故障原因与对策(1)超负载持续率使用造成焊机内部温度过高出现异常报警。异常报警后,焊接自动停止,应利用焊机冷却风扇降温,使焊接电源内部得到充分冷却。重新开始焊接时,请务必在额定负载持续率范围内使用,以免缩短焊机使用寿命,甚至引起焊机损坏!
故障原因与对策(2)冷态时用万用表检查温度继电器,两端电阻应为零Ω,否则说明热继电器本身有故障。必要时用温度计测量平抗及晶闸管散热器的温度以判断温度继电器动作的准确性。
故障原因与对策(3)冷却风扇工作不正常,焊机散热不良导致异常报警: 检查风扇及电容,有故障及时更换。
 第14张")
实例15:气体加热器失灵
用万用表测插头1和3孔间电阻,正常阻值应为10Ω左右(100V:30~4Ω)若为∞则说明加热回路有断线的地方,可打开流量计护罩,进一步检查电源线和加热芯有无断路,温控装置触点是否闭合接通。找到故障点排除。
 第15张")
实例16:电弧不稳、焊道高、无熔深
故障原因:极性接反。
反极性特点:电弧稳定,焊接过程平稳,飞溅小。
正极性特点:熔深较浅,余高较大,飞溅很大,成形不好,电弧不稳,焊丝
熔化速度快(约为反极性的1.6倍),只在堆焊、铸铁补焊、大
电流焊接时采用。
CO2焊、MAG焊和脉冲MAG焊一般都采用直流反极性。
 第16张")




























登录后可回复此信息!